
Is This One of the Deadly Sins of Process Analyzer Applications?

10 Interesting Points from the White Paper "The Seven Deadly Sins of Process Analyzer Applications"
06/17/2017
Background: The Genesis of the paper is the lessons learned from a botched installation. The project went through a costly rework. The analyzer systems were completely re-configured; from the sample tap, through the excessively lengthy sample lines and down to the relocation of the analyzers. Read point # 7 to answer the question posted above.
The Seven Deadly Sins of Process Analyzer Applications was written by Randy Hauer - AMETEK Process Instruments, USA; Zaheer Juddy - Analytical Instrumentation & Maintenance Systems (AIMS), UAE; Yasuhiro Yoshikane - Umbersoll, Japan; John Sames - Sulphur Experts International, Barbados.
The white paper was presented at the Sour Oil & Gas Advanced Technology (SOGAT) 7th International Conference in Abu Dhabi, UAE; March of 2011. The objective of the paper was "to give an audience of primarily process design engineers a detailed view of the problem areas relating to a typical slate of process analyzers found in a large grass roots project."
The Seven Sins in the white paper are as applicable now as they were when the paper was released. Read the white paper in its entirety at this location (https://analyzedetectnetwork.com/article.php?a=gRaykNYExJko). It is posted with permission from Randy Hauer.
Following are 10 Interesting Points from the white paper:
# 1 No one graduates as an Analyzer Engineer
No one graduates as an analyzer engineer, there is no college course that allows one to major in Analytical Instrumentation Engineering.
But which engineering background is best suited to make an analyzer engineer?
As the paper says “it is a profession populated by chemical, electrical, instrumentation and mechanical engineers. It is supplemented by various branches of science such as physicists, chemists and spectroscopists who have migrated from research to the applied end of their profession.”
#2 Their impact is significant, but the overall cost of analyzers is a tiny percentage in proportion to the total cost of a grassroots project.
Consider a newly built Specialty Chemical plant in the US Gulf Coast for year 2017. The overall spend on the analytical systems may be about 20 million out of 2.3 billion USD.
It is natural for Plant Design Engineers, particularly in Piping and Mechanical to overlook the importance of analyzers.
The analyzer project cost in proportion to the total cost of a grassroots project is a mere percent but the impact of analyzers over the designed life span of the plant far outweighs the cost.
Sidenote: The Cumulative Value of Process Analytical Instruments during 2016 to 2019 will total $34 Billion
This encompasses the spending of ALL PAI participants:
–End users
–Engineering Procurement Construction (EPC) contractors
–PAI manufacturers
–PAI SI specialists
Source:
AD 17.08.02 Global Markets for Process Analytical Instruments (PAI) 2016 to 2019 Analysis & Forecast of Global Markets for PAI Products & Services
2017 by PAI Partners, WALTON Associates, McMahon Technology Associates, and Tatera & Associates, Inc.
#3 Where are the median experienced analyzers going to come from?
There is a tremendous gap between senior analyzer engineers approaching retirement and the next batch of engineers.
As noted in Interesting Point #1, No one graduates as an analyzer engineer.
Where will the next crop of Analyzer Engineers come from? It takes years of hands on experience for one to be a truly competent, independent Analyzer Engineer.
The paper covers it nicely in Sin #1 “A problem in the process analyzer industry is the amount of time it takes to acquire an adequate engineering skill set to be able to address the wide variety of disciplines involved in a typical project.”
#4 An analyzer engineer needs to be engaged early in a major project.
Analyzer System Scope of Supply (Courtesy of Rob Dubois, “by-line analytical”)
Considerations to take in to account when incorporating analyzers in the plant design.
- Sample tap location – Is it safe for plant personnel? Is it accessible for maintenance? Is a platform needed? How far will the analyzer be?
- Sample tap orientation – Is the process liquid or vapor? If the probe needs to be extractive will there be enough space? Is the analyzer a liquid or vapor analysis? How will the analyzer system handle the sample?
- Process Conditions – Is there enough pressure to get the sample to the analyzer? Is there a reliable low pressure return?
- Analyzer Shelter - Does the analyzer need to be in climate controlled environment? How will the analyzer shelter be centrally located to incorporate other sample taps and analyzers? Is the application critical? What is the sample lag time? How will the sample bundles tie in?
- Utilities – What type of plant utilities are needed to properly and safely operate and maintain the analyzers? How much plant air? Is the air clean dry? Is plant nitrogen needed? Cooling water? Drains?
- Communication Protocols – Hard wired? How far is the home run for the voltage drop? Ethernet – Soft link? Single mode or multi-mode fiber optic lines?
It is best to incorporate the above items early in the FEED or Detailed Design Phase of the project to minimize issues later.
#5 Question the technical expertise of the System Integrators.
If the Analyzer Engineer either at the EPC or End User level lacks the wherewithal, he will rely on those that can provide the knowledge.
Those providing the integration engineering know how may not necessarily explore designing the best solution for the application.
They may only provide the solution that provides them the most margin. Or in the case of a one stop shop, they may only provide the solution for the products their company sells.
Lower cost makes sense from an initial analyzer project cost stand point.
An argument can be made that initial project capital expenditure is a different budget bucket from the plant operational expenditure. A knowledgeable analytical team would champion the operating cost savings and profit margin gained if the best technology and design were implemented for the application.
#6 Plant operations cannot lose confidence in the analyzer results. If they do, it is an uphill push to gain their confidence again.
The board operators running the plants will not use the analyzers if they cannot trust the results from them.
This is more important during the plant startup stage than at any time. After plant startup analyzers that were intended to be used as part of a closed loop control are not used as such because the results were unreliable.
This may stem from the inability of plant maintenance personnel to adequately ensure the reliability of the new equipment due to 1) inexperience and lack of training 2) not enough manpower to provide coverage necessary.
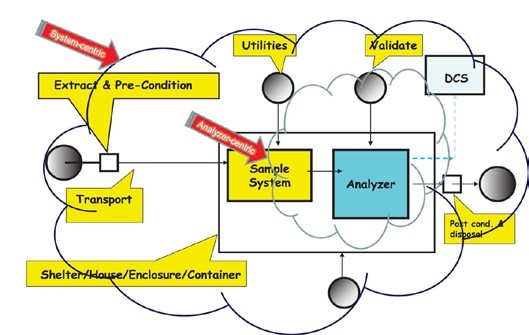
# 7 The picture above describes it best. Sample delivery is the least understood science of on-line analyzer systems .
According to the paper ” Sample transport is the least understood area of science of on-line analytics outside our own industry. It is dominated by the laws of physics and unlike process piping in every way. While we have detailed specifications for shelters and analyzers, not very much of the analyzer data sheets describe sample systems. It gets treated as an art form, designed and handled differently by everyone who builds one.”
The remedy given by the paper answers the problem best: 1) Devote more time at the FEED stage and question the compromise vs. the savings realized for long sample transport distances 2) Engage the vendors, they have all the scars to prove it and in the end that is what you pay for; someone not to make someone else’s mistakes.
# 8 Analyzer professionals and specialists must possess the ability to persuade others that the analyzer is reporting the correct results.
No two detection principles are the same. Which figures to trust? Results from the Quality Control Lab or the On-line analyzers? There are so many variables to consider. The analyzer specialists must be able to persuade others that the on-line analyzer is reporting the correct results. Is regular validation with a known calibration standard needed? Are the lab samples up to date and a proper representative of what is running in the plant?
# 9 Ensure that the technology used is fit for purpose.
This is covered by Point # 5, but it is so important we cover it some more.
Not having the best available technology could be costly in the long haul.
Develop an alternatives tabulation to assess the value attributed to the technology rather than making the purchase based on lowest cost only.
# 10 Call to Action
Analyzer Specialists seasoned and new, heed the lessons of the white paper “Seven Deadly Sins of Process Analyzer Applications.”
A good, experienced analyzer specialist is one that has learned from other people's mistakes.
https://analyzedetectnetwork.com